鋁合金鑄造及熔煉
咨詢熱線
13202691688





聯系我們
重力鑄造部:13202691688(黃經理)
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:xin@dgxhxiang.com
網址:http://www.shjingrui.net
地址:東莞市橋頭鎮嶺頭村工業大路西三巷3號
分公司地址:東莞市橋頭鎮李屋沿河工業區7號
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:xin@dgxhxiang.com
網址:http://www.shjingrui.net
地址:東莞市橋頭鎮嶺頭村工業大路西三巷3號
分公司地址:東莞市橋頭鎮李屋沿河工業區7號
鑫弘祥鋁合金重力鑄造廠 >> 鑄造大全 >> 鋁合金鑄造及熔煉

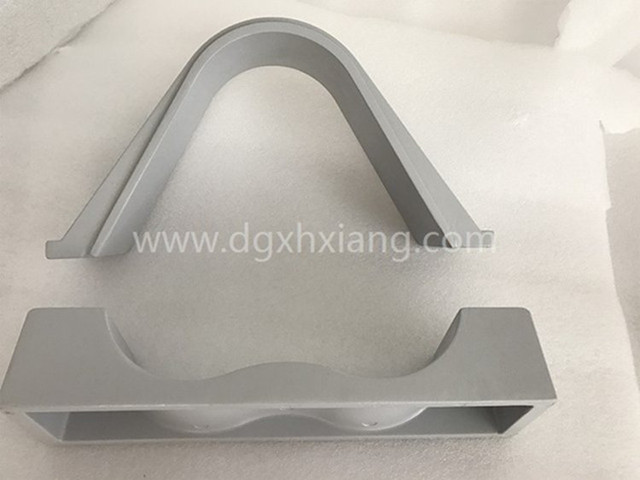
鋁合金鑄造及熔煉
鋁合金鑄造及熔煉找東莞鑫弘祥,公司是專業從事重力鑄造,鋁合金鑄造,翻砂鑄造及CNC機加工服務,集研發設計,生產,銷售于一體的東莞鑄造廠家,擁有從材料、模具設計、砂芯、鑄造、拋丸、熱處理、機加工、表面處理一系列的配套設施;我們可以根據客戶的要求,來樣,來圖進行模具的設計和產品的生產,做出各種毛胚件及成品件。產品涉及機械配件、建筑五金、汽車零部件、高鐵動車零件,家私配件,木工和醫療器械、氣動元件、家居用品等相關領域。
鋁合金鑄造及熔煉詳細介紹
砂型鑄造--鑄造的由來毛邊 1、邊模關模不到位或邊模開發不良,注水時從縫隙中溢出,造成B面毛邊。 對策:關模時必須到位或修邊模合模至OK(此為最佳)。 2、關邊模時未清凈粘鋁及雜物或邊模本身有問題,造成邊模抬高,注水時從下面溢出,造成下耳毛邊。 對策:清凈邊模下耳粘鋁及雜物,..
上一篇:宣城鋁合金鑄造
下一篇:鋁合金發動機鑄造工藝
鋁合金鑄造及熔煉 相關產品









鋁合金鑄造及熔煉 相關技術文章
 鋁合金重力鑄造的氣孔問題
鋁合金重力鑄造的氣孔問題
(1)澆注時速度太快,澆注溫度太高;(2)排氣不順暢,或者排氣量太大;(3)熔化溫度過高。(1)減慢澆注速度,適當降低澆注溫度,平穩澆注;(2)控制好排氣量,使之合適;(3)嚴格控制好熔化溫度,以防過高。...
閱讀詳情  鋁合金重力鑄造中的白點成因
鋁合金重力鑄造中的白點成因
關于白點形成的理論較多。但比較有說服力而又能被實踐證明的是:白點是由于鋼中氫和組織應力共同作用的結果。這里的組織應力主要指奧氏體轉變為馬氏體和珠光體時形成的內應力。沒有一定數量的氫和較顯著的組織應力,白點是不能形成的。但是,若只是含氫量較高,而組織應.....
閱讀詳情  低壓鑄造和重力鑄造的對比
低壓鑄造和重力鑄造的對比
不管是什么產品,去判斷它的好壞,我們都是用參照物來做比較,只有在某種情況下A可能更適合,但是換一種情況可能就是B或者C更適合了。對于重力鑄造與低壓鑄造亦是如此。 今天我們就來講講低壓鑄造除了其他特點外,和金屬重力鑄造相比又有哪些特點 (1)低壓鑄造的澆注系.....
閱讀詳情  熔模鑄造的優點描述
熔模鑄造的優點描述
熔模鑄件尺寸精度較高,一般可達CT4-6(砂型鑄造為CT10~13,壓鑄為CT5~7),當然由于熔模鑄造的工藝過程復雜,影響鑄件尺寸精度的因素較多,例如模料的收縮、熔模的變形、型殼在加熱和冷卻過程中的線量變化、合金的收縮率以及在凝固過程中鑄件的變形等,所以普通熔模鑄件.....
閱讀詳情  實型鑄造的特點的介紹
實型鑄造的特點的介紹
(1)由于采用了遇金屬液即氣化的泡沫塑料模樣,無需起模,無分型面,無型芯,因而無飛邊毛刺,鑄件的尺寸精度和表面粗糙度接近熔模鑄造,但尺寸卻可大于熔模鑄造。(2)各種形狀復雜鑄件的模樣均可采用泡沫塑料模粘合,成形為整體,減少了加工裝配時間,可降低鑄件成本10%~.....
閱讀詳情  重力鑄造廠--鑄造技術存在的問題分析
重力鑄造廠--鑄造技術存在的問題分析
1.鑄件加工余量大。由于缺乏科學的設計指導,工藝設計人員憑經驗難以控制變形問題,鑄造的加工余量一般比國外大1—3倍。加工余量大,鑄件的能耗和原材料消耗嚴重,加工周期長,生產效率低,已成為制約行業發展的瓶頸。 3.鑄件裂紋問題嚴重。 4.澆注系統設計不合.....
閱讀詳情 Copyright@東莞市鑫弘祥金屬制品有限公司 All rights reserved.
重力鑄造部:13202691688(黃經理)
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:xin@dgxhxiang.com 網址:http://www.shjingrui.net
地址:東莞市橋頭鎮嶺頭村工業大路西三巷3號
相關搜索:鋁合金鑄造及熔煉
 在線客服
在線客服 